Softwarelösungen zur Produktionsoptimierung.
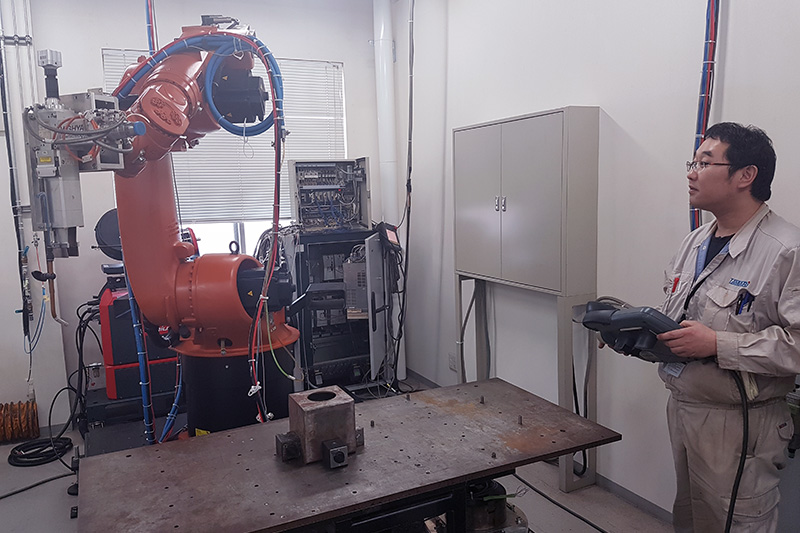
Unsere CAD/CAM-Software und unsere Anwendungen zum automatischen Schachteln steigern weltweit die Produktivität von Schneidsystemen, Blechbearbeitungsmaschinen und Schweißrobotern, sodass diese den Anforderungen der Industrie 4.0 genügen.
Entdecken Sie Almacam im Video
Unsere Kompetenzbereiche






Vorgestelltes Produkt: Angebotserstellung für Blechteile
Eine neue Version von Almaquote, der Software zur Angebotserstellung für Blechteile und mechanisches Schweißen, ist verfügbar. Eine noch intuitivere Benutzeroberfläche und neue Funktionen ermöglichen es Ihnen, Angebote noch schneller und genauer zu erstellen, egal ob Sie Zulieferer oder Hersteller sind!
- Anzeige der Daten des Angebots auf einen Blick.
- Verwaltung von mehrstufigen Stücklisten mit den dazugehörigen Vorgängen.
- Verwaltung regelrechter Produktionsprogramme zur zukünftigen Wiederverwendung.
- Grafische Analysetools für Schlüsseldaten zu den Angeboten.
- Zugriff auf den Online-Webquote-Service.
- Direkter Anschluss an das Importmodul für CAD-Baugruppen Assembly2cam.
Sehen Sie sich die neue Version in einem Video an.
Eine Lösung für jeden Kunden

Industrielle Endanwender
Unsere CAD/CAM-Software steuert alle technischen Prozesse der Blechbearbeitung und des Maschinenschweißens – vom Standardgerät bis hin zur hochkomplexen Anlage. Sie lässt sich an beliebige Produktionsbedingungen anpassen und in Informationssysteme aller Art integrieren. Unsere Produkte liefern einen sofort messbaren Gewinn und wurden für maximalen Anwenderkomfort entwickelt.
Maschinenhersteller
Unsere Softwareprodukte können von Herstellern und Integratoren individuell angepasst und problemlos in bestehende Systeme eingebunden werden. Dieser Vorteil verleiht der herstellerseitigen Lösung in Kombination mit der technischen Leistungsstärke der Alma Asco-Software einen entscheidenden Mehrwert. Alma Asco bietet Herstellern weltweit eine maßgeschneiderte Partnerschaft und ein breites Dienstleistungsspektrum.

Softwareentwickler
Alma Asco ist der einzige Anbieter von CAD/CAM-Lösungen zum Schneiden, der nicht nur Anwendungssoftware, sondern auch Schachtelalgorithmen als Softwarekomponenten vermarktet. Diese Algorithmen lassen sich in Drittanwendungen integrieren und eignen sich insbesondere für Entwickler von CAD/CAM- oder ERP-Software, Hersteller mit eigener Software usw.
DER Experte für effizientes Schachteln
Unsere Schachtelalgorithmen tragen seit 40 Jahren zur herausragenden Leistung unserer CAD/CAM-Schneidsoftware bei und sind künftig auch online verfügbar. Wir sind außerdem der einzige Anbieter, der seine Algorithmen auch als Softwarekomponenten vermarktet. Dank unseres unerreichten Know-hows und einer zu 100 % firmeneigenen Technologie hilft unsere Schachtelsoftware Tausenden Industriebetrieben in zahlreichen Branchen bei der Einsparung von Material aller Art.

Alma Asco in 0110110
8 000
Kunden
20
Länder
43
langjährige Erfahrung in CAM
175
Mitarbeiter